Crimpen ist eine der wichtigsten Verbindungstechniken in der Kabelverarbeitung – und eine der am häufigsten unterschätzten. Wer die Grundlagen kennt, trifft bessere Entscheidungen beim Maschinenkauf, bei der Werkzeugwahl und in der Qualitätssicherung.
Was bedeutet Crimpen?
Crimpen bezeichnet das mechanische Verbinden eines Kabels mit einem elektrischen Kontakt – ohne Löten. Dabei wird der Kontakt (das sogenannte Terminal oder die Aderendhülse) durch eine definierte Kraft plastisch verformt und so fest mit dem Leiter verbunden, dass eine gasdichte und vibrationsbeständige elektrische und mechanische Verbindung entsteht.
Das Ergebnis ist eine sogenannte Crimpverbindung, die gegenüber Lötstellen in vielen industriellen Anwendungen überlegen ist: Sie ist schneller herstellbar, reproduzierbarer, nicht temperaturempfindlich und lässt sich zerstörungsfrei prüfen.
Warum Crimpen statt Löten?
In der Serienproduktion hat die Crimptechnik das Löten in der Kabelverarbeitung weitgehend abgelöst. Die Gründe sind praktischer Natur:
- Reproduzierbarkeit: Jede Crimpverbindung entsteht unter identischen Parametern – bei richtiger Maschineneinstellung ist die Qualität konstant über hunderttausende Kontakte.
- Prüfbarkeit: Crimpkraft und Crimpgeometrie lassen sich in Echtzeit messen und protokollieren – Lötstellen nicht.
- Geschwindigkeit: Moderne Crimpmaschinen verarbeiten mehrere tausend Kontakte pro Stunde.
- Keine Flussmittelrückstände: Wichtig für Anwendungen in der Medizintechnik und Elektronik.
- Mechanische Belastbarkeit: Die Verbindung hält Vibration, Zugkräften und Temperaturschwankungen stand – besonders relevant in der Automobilindustrie.
Der Crimpvorgang – Schritt für Schritt
1. Vorbereitung des Leiters
Zunächst wird das Kabel auf die richtige Länge abgelängt und die Isolierung am Ende auf die exakt definierte Länge abisoliert. Diese Abisolierlänge ist maßgeblich für die Qualität der späteren Verbindung: Zu kurz abgeisoliert, sitzt der Kontakt auf der Isolierung – zu lang, ragt blankes Kupfer über das Terminal hinaus.
2. Positionierung des Kontakts
Das Terminal – ob Aderendhülse, Flachstecker, Rundkontakt oder Sonderkontakt – wird in das Crimpwerkzeug eingelegt. In automatischen Maschinen geschieht das über eine Zuführeinheit, die Kontakte von einem Band oder aus einem Zuführbehälter positionsgenau bereitstellt.
3. Der eigentliche Crimp
Das Crimpwerkzeug schließt sich unter definierter Kraft und verformt den Kontakt um den Leiter. Dabei entstehen zwei Crimpzonen: der Leitercrimp, der die Kupferlitzen mechanisch und elektrisch verbindet, und der Isolationscrimp, der die Isolierung fixiert und Zugentlastung bietet.
4. Qualitätsprüfung
Moderne Crimpmaschinen überwachen den gesamten Crimpvorgang über eine Crimpkraftüberwachung. Ein typisches Kraft-Weg-Diagramm wird mit einem hinterlegten Referenzprofil verglichen – weicht die Kurve ab, wird das Kabel automatisch ausgeschleust. Ergänzend kommen Auszugtests und Querschnittsmessungen zum Einsatz.
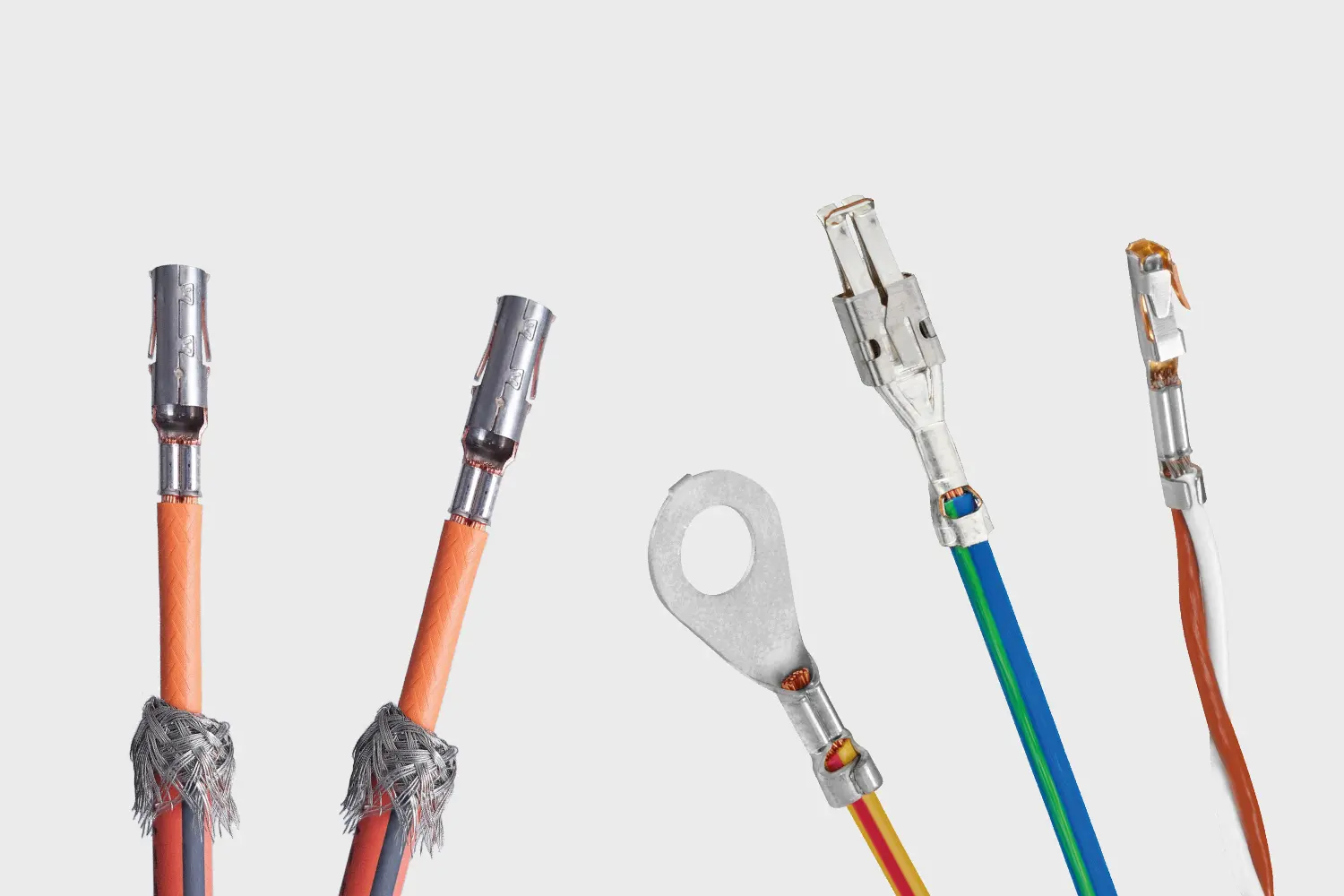
Welche Crimparten gibt es?
- Aderendhülsen-Crimp: Häufigste Anwendung im Schaltschrankbau und in der Industrieelektronik. Schützt abisolierte Leiterenden vor Ausfransung.
- Offener Crimp (Open Barrel): Kontakt ist U-förmig offen, wird um den Leiter gelegt und gecrimpt. Standard in der Automobilindustrie.
- Geschlossener Crimp (Closed Barrel): Zylindrischer Kontakt, Leiter wird eingeschoben. Typisch für Rundstifte und Buchsenkontakte.
- Seal-Crimp: Kombination aus Crimpen und Sealverarbeitung – der Dichtring wird gleichzeitig mit dem Kontakt gecrimpt. Anforderung in wasserdichten Steckverbindern.
Was bestimmt die Qualität einer Crimpverbindung?
Die Güte eines Crimps hängt von mehreren Faktoren ab, die alle aufeinander abgestimmt sein müssen:
- Crimpwerkzeug: Muss exakt auf den Kontakttyp und den Leitungsquerschnitt abgestimmt sein.
- Crimpkraft und Crimpmaß: Zu wenig Kraft – lockere Verbindung. Zu viel – Litzen durchtrennt oder Kontakt beschädigt.
- Abisolierlänge: Toleranz je nach Kontakttyp nur wenige Zehntelmillimeter.
- Leitungsquerschnitt: Werkzeug und Terminal müssen zum definierten Querschnittbereich passen.
- Maschinenwartung: Verschlissene Crimpwerkzeuge produzieren schleichend schlechtere Verbindungen – regelmäßige Kalibrierung ist Pflicht.
Ein einziger schlechter Crimp in einem Fahrzeugkabelbaum kann zu einem Garantiefall führen. Nullfehler-Produktion beginnt mit der richtigen Maschine – und der richtigen Einstellung.
Manuell, halbautomatisch oder vollautomatisch?
Die Wahl des Automatisierungsgrads hängt von Stückzahl, Variantenvielfalt und Qualitätsanforderungen ab:
- Handzange: Für Prototypen, Reparaturen und sehr kleine Stückzahlen. Qualität stark abhängig vom Bediener.
- Tischpresse: Mechanisch oder pneumatisch, reproduzierbarer als Handzange. Für kleine bis mittlere Serien.
- Halbautomatische Crimpmaschine: Automatische Kontaktzuführung, Bediener legt Kabel ein. Gute Balance aus Flexibilität und Leistung.
- Vollautomatische Crimpmaschine: Ablängen, Abisolieren und Crimpen in einem Schritt. Für Großserien und höchste Qualitätsanforderungen.
CETEC Systems berät Sie bei der Auswahl der richtigen Lösung – von der Handzange für die Werkbank bis zur vollautomatischen Schäfer ProLine für die industrielle Serienfertigung.
