Crimping is one of the most important joining techniques in cable preparation – and one of the most frequently underestimated. Understanding the fundamentals leads to better decisions when selecting machines, choosing the right crimp-tool, and ensuring consistent quality.
What Does Crimping Mean?
Crimping refers to the mechanical joining of a cable with an electrical contact – without soldering. The contact (known as a terminal or wire-end ferrule) is plastically deformed under a defined force and thereby permanently bonded to the conductor. The result is a gas-tight, vibration-resistant electrical and mechanical connection.
This type of connection – called a crimp connection – is superior to solder joints in many industrial applications: it is faster to produce, more reproducible, not sensitive to temperature, and can be inspected non-destructively.
Why Crimp Instead of Solder?
In series production, crimping technology has largely replaced soldering in cable preparation. The reasons are practical:
- Reproducibility: Every crimp connection is made under identical parameters. With proper machine setup, quality remains consistent across hundreds of thousands of contacts.
- Inspectability: Crimp force and crimp geometry can be measured and recorded in real time – solder joints cannot.
- Speed: Modern crimp machines process several thousand contacts per hour.
- No flux residues: Critical for applications in medical technology and electronics.
- Mechanical durability: The connection withstands vibration, tensile forces, and temperature fluctuations – particularly relevant in the automotive industry.
The Crimping Process – Step by Step
1. Wire Preparation
First, the cable is cut to the correct length and the insulation is stripped at the end to a precisely defined strip length. This strip length is crucial for the quality of the subsequent connection: if stripped too short, the contact sits on the insulation – if stripped too long, bare copper protrudes beyond the terminal.
2. Contact Positioning
The terminal – whether wire-end ferrule, flat connector, round contact, or special contact – is placed into the crimp-tool. In automatic machines, this is handled by a feeding unit that positions contacts accurately from a strip or a bowl feeder.
3. The Actual Crimp
The crimp-tool closes under defined force and deforms the contact around the conductor. This creates two crimp zones: the conductor crimp, which bonds the copper strands mechanically and electrically, and the insulation crimp, which secures the insulation and provides strain relief.
4. Quality Inspection
Modern crimp machines monitor the entire crimping process via crimp force monitoring. A typical force-displacement curve is compared against a stored reference profile – if the curve deviates, the cable is automatically rejected. Additionally, pull-out tests and cross-section measurements are performed.
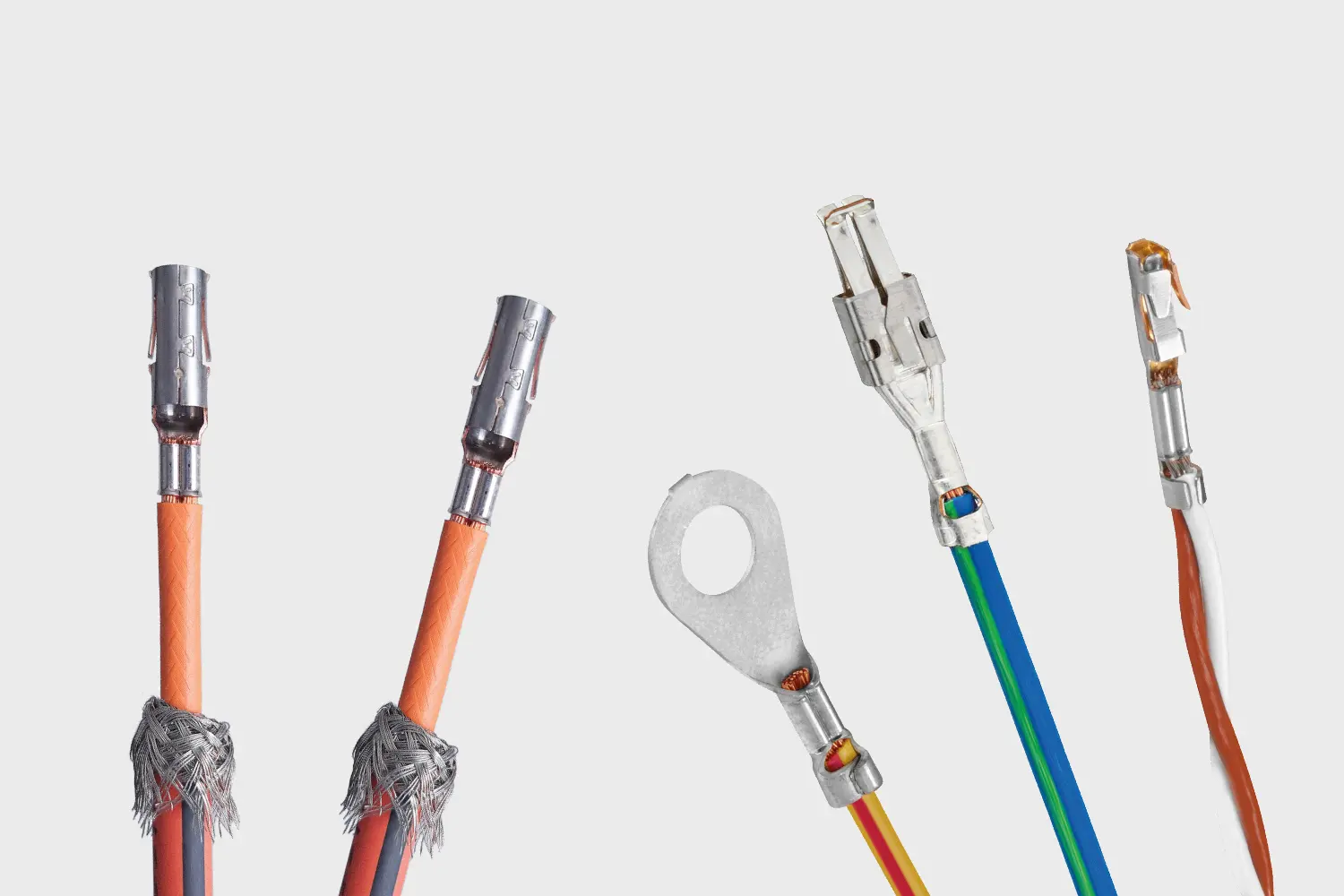
What Types of Crimps Are There?
- Wire-end ferrule crimp: The most common application in control cabinet construction and industrial electronics. Protects stripped conductor ends from fraying.
- Open barrel crimp: The contact is U-shaped and open, wrapped around the conductor and crimped. Standard in the automotive industry.
- Closed barrel crimp: Cylindrical contact into which the conductor is inserted. Typical for round pins and socket contacts.
- Seal crimp: A combination of crimping and seal processing – the sealing ring is crimped together with the contact. Required for waterproof connectors.
What Determines the Quality of a Crimp Connection?
The quality of a crimp depends on several factors, all of which must be coordinated:
- Crimp-tool: Must be precisely matched to the contact type and wire cross-section.
- Crimp force and crimp dimensions: Too little force results in a loose connection. Too much force severs strands or damages the contact.
- Strip length: Tolerances are only a few tenths of a millimetre depending on the contact type.
- Wire cross-section: The crimp-tool and terminal must match the specified cross-section range.
- Machine maintenance: Worn crimp-tools gradually produce inferior connections – regular calibration is mandatory.
A single bad crimp in a vehicle wire harness can lead to a warranty claim. Zero-defect production starts with the right machine – and the right setup.
Manual, Semi-Automatic, or Fully Automatic?
The choice of automation level depends on volume, variant diversity, and quality requirements:
- Hand tool: For prototypes, repairs, and very small quantities. Quality is highly operator-dependent.
- Bench press: Mechanical or pneumatic, more reproducible than a hand tool. Suitable for small to medium production runs.
- Semi-automatic crimp machine: Automatic contact feeding; the operator inserts the cable. A good balance of flexibility and performance.
- Fully automatic crimp machine: Cutting, stripping, and crimping in a single step. For high-volume production and the highest quality requirements.
CETEC Systems advises you on selecting the right solution – from the hand tool for the workbench to the fully automatic Schäfer ProLine for industrial series production.
